






Product Introduction
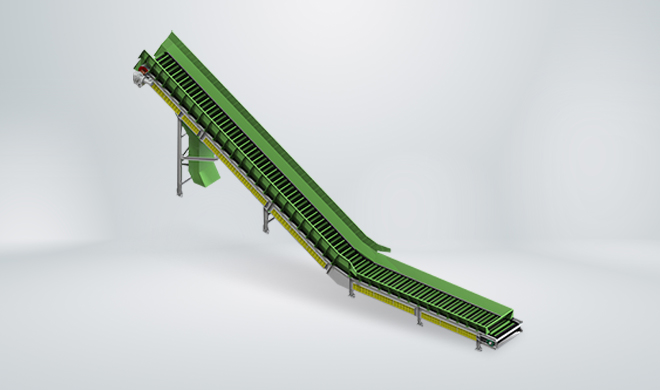
The New High-Efficiency Chain Belt Conveyor combines advanced conveying technology with design improvements developed for demanding industrial conditions. It supports horizontal or ≤15° inclined conveying of powders, granules, and mixed-size materials. Compared with conventional conveying equipment, it improves conveying efficiency, stability, and adaptability. It is widely used in building materials, construction, chemical processing, mining, machinery, smelting, grain and feed processing, waste treatment, and other industries with diverse conveying requirements.
The core structure of the equipment is scientifically designed and rationally arranged, mainly composed of conveying chains, conveyor belt supports, conveyor belts, and conveyor belt cleats, forming a complete conveying chain that serves both load-bearing and traction functions, efficiently completing material collection and conveying tasks. Its working principle is clear and easy to understand: during operation, power transmission is provided through the reduction gearbox, with chains pulling the entire conveying chain system. The conveyor belt supports bear the material load, while conveyor belt cleats effectively prevent powder and granular materials from spilling and sliding during conveying, particularly suitable for applications with large conveying volumes and steep climbing angles.
Compared to traditional conveying equipment such as screw conveyors and submerged scraper conveyors, this chain belt conveyor offers significant performance advantages. Not only does it feature higher conveying efficiency and lower energy consumption, but it also operates smoothly with low noise, capable of long-term adaptation to complex working conditions across various industries. The overall equipment is manufactured from industrial-grade quality materials, with the frame undergoing anti-corrosion and anti-rust treatment, capable of tolerating harsh environments with dust, humidity, and mild corrosion. It has a long service life with convenient maintenance, capable of providing continuous, stable, and efficient material conveying assurance for production lines across industries, making it an indispensable new type of conveying equipment in modern production.
Key Advantages
-
Advanced technology and performance: Combines advanced conveying technology with design improvements developed for demanding operating conditions. Compared with traditional equipment such as screw conveyors and submerged scraper conveyors, conveying efficiency is improved by over 30%, energy consumption is reduced by 25%, and operating stability is significantly enhanced.
-
Wide adaptability with efficient conveying: Can convey along horizontal or ≤20° inclined angles, adapting to powder, granular, and multi-size materials, with large conveying capacity, particularly suitable for applications with large volumes and steep climbing angles, meeting diverse conveying requirements across different industries.
-
Rational structure with stable operation: The conveying chain composed of conveying chains, conveyor belt supports, etc., serves both load-bearing and traction functions, combined with reduction gearbox transmission, operating smoothly with low noise. Conveyor belt cleat design effectively prevents material spillage, avoiding jamming and blockage issues, with extremely low failure rates.
-
Durable and easy to maintain, high cost-effectiveness: Manufactured from high-quality industrial materials, frame treated with anti-corrosion and anti-rust, adapting to complex working conditions with long service life. Equipment structure is simple with universally available and easily procured wear parts, maintenance procedures are simple and require no professional technicians, significantly reducing full lifecycle maintenance costs.
Technical Specifications
| Parameter Item | Technical Specifications |
|---|---|
| Conveyor Belt Width | 1200mm, 1400mm, 1800mm |
| Maximum Conveying Inclination | 0°-20° |
| Rated Conveying Capacity | 20-80m³/h |
| Conveying Speed | 0.3-1m/s (Variable frequency adjustable) |
| Drive Motor Power | 5.5kW, 7.5kW, 11kW, 15kW, 18.5kW |
| Maximum Single Unit Length | Adapted by layout drawing |
| Maximum Lifting Height | Adapted by layout drawing |
| Chain Material | 40CRMO Chain, Wear-resistant Alloy Steel Chain (optional) |
| Conveyor Belt Material | Wear-resistant Rubber |
| Frame Material | Q235 Carbon Steel, 304 Stainless Steel (optional) |
Application Scenarios
-
Building Materials Industry: Conveying cement, sand and gravel, lime, fly ash, and other powder and granular building material raw materials and finished products, meeting horizontal and small-angle inclined conveying requirements for production lines.
-
Mining Industry: Conveying ore powder, coal particles, crushed stone, and other materials, enabling horizontal transfer and small-angle lifting of mined materials, adapting to the complex dusty environment of mines.
-
Chemical Industry: Conveying chemical raw materials, granular chemical products, etc. Equipment materials can be customized as corrosion-resistant types to prevent material corrosion of equipment, ensuring conveying safety.
-
Grain and Feed Processing Industry: Conveying grain, feed pellets, bran, and other powder and granular materials, operating smoothly without spillage, preventing material waste, meeting food-grade hygiene requirements.
-
Waste Treatment Industry: Conveying crushed granular materials from municipal solid waste and construction waste, adapting to the dusty and humid working conditions of waste treatment workshops, achieving continuous feeding.
-
Smelting and Machinery Industry: Conveying smelting raw materials, machined offcut particles, etc., tolerating high-temperature and mildly corrosive environments, ensuring continuous production line operation.
Application Cases
Case 1
A building materials company’s cement conveying project purchased 8 units of this series of chain belt conveyors for horizontal conveying and ≤18° inclined lifting of cement powder materials, replacing the original screw conveyors. Since equipment operation began, conveying efficiency has improved by 35%, energy consumption has reduced by 28%, with no material spillage or blockage issues, completely solving the pain points of low conveying efficiency and frequent maintenance with traditional equipment, significantly improving production line continuity, receiving high recognition from the customer.
Case 2
A mining extraction project selected 10 custom chain belt conveyors for horizontal transfer of ore particles and coal particles, adapting to the high-dust and heavy-load working conditions of the mine. The equipment uses wear-resistant alloy steel chains and anti-corrosion frames, operating stably with zero failure rate, with monthly maintenance costs reduced by 40%, effectively ensuring efficient operation of mine material conveying, becoming the core conveying equipment of the project.
Case 3
A municipal solid waste treatment plant adopted 6 units of this series of chain belt conveyors for continuous conveying of crushed granular materials from waste, adapting to ≤15° inclined conditions, effectively preventing material spillage and improving workshop working environment. Since equipment operation began, it has been stable and reliable, completely solving the problems of easy jamming and insufficient corrosion resistance in traditional conveying equipment, supporting efficient operation of the waste treatment production line.