






Product Introduction
The Mobile Screening Station is a high-efficiency screening device employing a self-propelled drive system with advanced technology and comprehensive functionality. Under any terrain conditions, this equipment can reach any position within the working site. This reduces material handling operations and facilitates coordination of all auxiliary mechanical equipment. Through wireless remote control, the screening machine can be easily driven onto a trailer and transported to the work site. Since no assembly time is required, the equipment can begin operation immediately upon arrival at the site. The optimized design meets the most critical technical characteristics needed by screening machines, with high productivity and uniformly consistent finished product particle size.
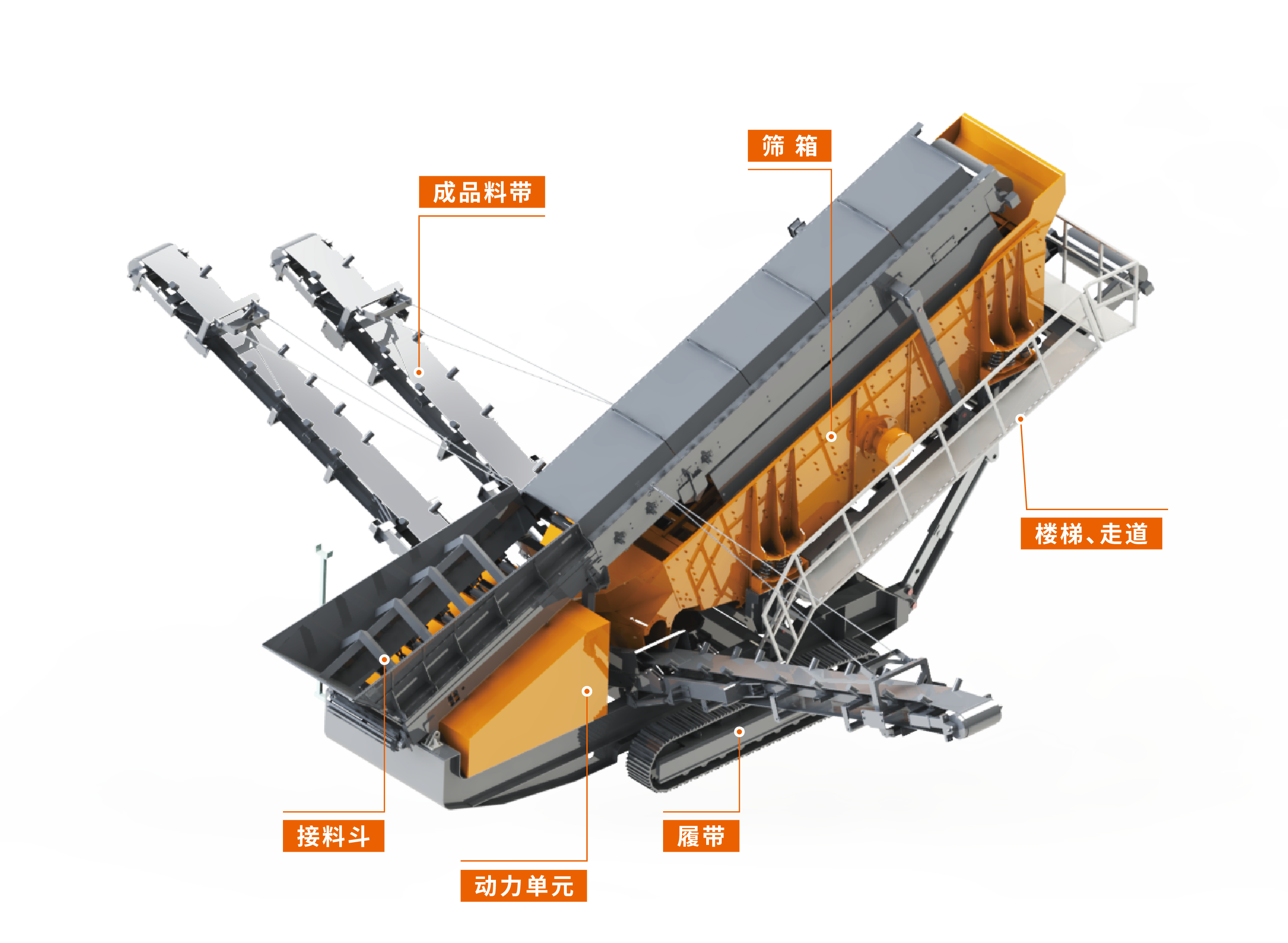
The Mobile Screening Station integrates material receiving, screening, conveying, and other process equipment into one unit. Through process optimization, it delivers excellent rock screening, aggregate production, and open-pit mining screening performance. Different models can be combined to form a powerful crushing and screening production line capable of completing multi-requirement processing operations. Its design is advanced, performance is excellent, production efficiency is high, operation and maintenance are convenient, operating costs are economical, and operation is stable and reliable.
Key Advantages
Two-section split structure that can be folded to reduce height to meet transportation requirements.
The screen body uses high-strength steel plates connected with full-groove rivets for stable and reliable equipment operation. Three-layer screen mesh can screen out four different specifications of finished products, with screen mesh apertures customizable according to requirements.
The motor features a protective cover to prevent accidental injury from improper operation. The frame is manufactured from high-quality low-alloy high-strength weathering steel to improve frame strength. CAE structural optimization is applied to the frame to eliminate bending and cracking stress concentration sources, with critical welds 100% subjected to ultrasonic testing to ensure safety.
During inspection or maintenance, the screen body can be placed in a horizontal position via hydraulic cylinders, and the belt feeder above the vibrating screen can be lifted to ensure sufficient maintenance space.
-
Easy transportation
-
Screen body structure
-
Safe and reliable
-
Easy maintenance
Technical Specifications
Screening System
Main Conveyor Belt
Under-screen Conveyor Belt
Other Finished Product Conveyor Belts
Complete Machine
| Item | MS1860E (Grid Power Version) |
|---|---|
| Number of Screen Layers | 3 |
| Screen Box Size (mm) | 1800x6000 |
| Motor Power (kW) | 9.5x2 |
| Conveyor Belt (LxW) (mm) | 10500xB1000 |
| Conveyor Belt (LxW) (mm) | 6800xB1000 |
| Conveyor Belt (LxW) (mm) | 7500xB500 |
| Total Weight (T) | 32 |
| Transport Dimensions (mm) | 16000x3500x3800 |
| Total Operating Power (kW) | 46 |
| Engine Power (kW) | 110 |
Application Scenarios
- Sand and Gravel Aggregate Processing: At the back end of quarry or mobile crushing production lines, precisely grading mixed aggregates into specifications such as 0-5mm, 5-10mm, 10-20mm, etc., meeting stringent gradation requirements of commercial concrete stations or infrastructure projects.
- Construction Waste Resource Recovery: Multi-stage screening of crushed recycled aggregates, separating recycled sand and gravel of different particle sizes for road base backfill or recycled building material production.
- Mining Pre-Processing: In metal or non-metal mines, pre-screening crushed products to achieve “more crushing and less grinding,” improving downstream beneficiation efficiency.
- Temporary or Distributed Operation Projects: Such as road construction, water conservancy projects, etc., equipment can quickly relocate with project progress, completing screening on-site and saving long-distance material transportation costs.